
An Overview of Developments in Yarn Spinning Technology
Introduction:
The early spinning technique seems likely to have been accomplished without the use of tools, by stretching out a thin bunch of fibres with one hand (the attenuating action being referred to as drawing) while twisting together the fibres of the attenuated length between the fingers of the other hand. To gain more twist the yarn would then be fastened to a stone – called a whorl – which was twirled by hand and allowed to drop vertically, thereby generating the twisting torque. With the yarn now aligned with the axis of rotation, the torque inserts the twist into it. This may be classed as ‘on-axis twisting’.
It is also possible that the first stage of the twisting process was more easily achieved by rolling the attenuated length between the outside of the spinner’s thigh and the palm of the hand used to insert the twist.
Along with the development of the twisting device an improvement in the handling of the fibre mass during the stretching out for twisting was needed.
The Spinning Wheel:
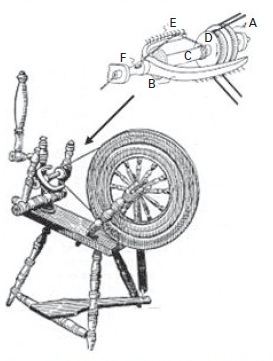
Although a precise date has yet to be determined, it is believed that it was within the geographical region of either India, China or Persia (now Iran) linked to the Eastern wool, cotton and silk trade, during the period 500–1000 ad, that the spinning wheel was invented. With this system the spindle is switched from vertical rotation and secured to rotate in the horizontal position. The whorl is replaced by a pulley wheel, which effectively is a thick whorl with a groove cut into its peripheral surface.
Hargreaves’ Spinning Jenny:
The use of the spinning wheel for the two-stage yarn production process spread throughout Europe and was the method widely employed for producing cotton yarns and yarns from short wools up until 1764, when the demand for increased yarn production led to the invention of the ‘spinning jenny’ by James Hargreaves, a British weaver from the town of Blackburn in northern England. It is interesting that it was a weaver who effectively moved the spinning process towards an industrial scale. At the time, the growing demand for spun yarns was a result of another weaver’s invention – John Kay’s ‘flying shuttle’. This greatly increased the rate of woven cloth production on the handloom.
The Saxon Wheel:
The spinning of long fibers, including flax and hemp, was somewhat more cumbersome on the simple spinning wheel, largely because long fibres are usually much coarser and therefore the yarns spun with them are also much coarser. Consequently, not only would drafting with one hand while turning the large wheel with the other be more difficult, but the amount of yarn that could be would onto the spindle would be much smaller. The development which overcame these disadvantages, and also led to the concept of a continuous spinning process, was called the long-fibre wheel or the Saxon wheel. Although Leonardo da Vinci is said to have first depicted the concept on paper, it is Johan Jurgen, a wood-carver from Brunswick, who is claimed to have invented the system in 1530, after da Vinci’s death in 1519. With this system a foot treadle was used to rotate the large wheel so that both hands could be used for drafting while twisting and twisting and winding occurred as combined actions. Hence spinning could become continuous if the prepared fibre could be continuously attached to the yarn length being formed by twisting. The development of this latter requirement came later, so let us first consider the mechanism of combined twisting and winding on the Saxon wheel.
Arkwright’s Water Frame:
The first device for replacing the manual skill of hand drafting is attributable to Lewis Paul who obtained a patent in 1738 for the mechanism of roller drafting. Coupling the idea of roller drafting with the flyer and spindle combination, in 1769, five years after Hargreaves’ spinning jenny, Richard Arkwright developed the first technically powered spinning machine, called the water frame. It was initially meant to be man-powered and was then called the spinning frame, but being too large to operate by hand the use of horses was experimented with and subsequently discarded for the power of the water wheel. The two important advancements that the water frame contributed to spinning development were the application of roller drafting and a modification to the winding of yarns by a flyer-spindle device.
Crompton’s Spinning Mule:
Following the development of the water frame, Samuel Crompton in 1779 invented the spinning mule, so called because it was a combination of the spinning jenny and the water frame. The principle of the spindle-drafting action was retained from the spinning jenny but the positions of the roving feed and rotating spindles were interchanged. Spindle-drafting was now obtained by the movement of the carriage housing the rotating spindles. The roving packages were mounted onto a creel and the rovings fed by rollers into the drafting zone, and the machine was powered by the mechanical means of the day.
The mule spinning process enabled large-scale manufacture of fine and coarse yarns, as a single operator could tend up to 1000 spindles. In the 1830s the ‘self-acting’ mule was developed. It was called ‘self-acting’ because it provided a mechanical means for automating the carriage movements (spindle drafting and winding), and synchronizing them with the roving feed by the rollers. Mules, each with 1320 spindles, became widely used for spinning fine yarns from cotton and wool. The mule yarn was a fine, strong but soft yarn which could be used to produce all kinds of fabrics. The versatility of mule yarns made this method of spinning the most common from 1790 until about 1900; the process is still used today to produce fine yarns from specialty fibers such as cashmere, mohair, alpaca, angora, etc.
Ring Spinning:
Ring spinning is currently the most widely used yarn production method. Initially developed in America in the 1830s, its popularity has survived the emergence of much faster spinning technologies. In addition to the superior yarn quality, ring spinning is extremely versatile. It is capable of producing yarns with wide ranges of linear density and twist from a great variety of fibre materials. It is also used for doubling and twisting multifold and cabled yarns.
The technology behind ring spinning has remained largely unchanged for many years, but there have been significant refinements. Changes, which on their own offered only slight advantages, provided the following synergies when combined:
Modern Spinning Methods and Developments:
Although ring spinning has the advantage over earlier systems of higher production speeds and consequently reduced labour costs, the largest size of yarn package that could be built was limited by the ring size. Further the ring size limited also the traveller speed and thereby the spindle speed. This is because the frictional drag of the ring on the traveller can generate a high temperature at the ring–traveller interface; such temperatures can be reached where the traveller locally melts and central forces eject it from the ring. A significant amount of research and development (R&D) has been invested in improving the design of the ring–traveller combination and in the materials and surface coating that can be used to improve heat dissipation of the traveller and increased traveller speed.4 However, the general consensus is that traveller speeds are limited to 40 m min–1 and therefore spindle speeds and production speeds are restricted.
The limitation of the package size while operating at the highest possible spindle speed brought with it increased labor cost for doffing and unwanted machine down-time during doffing. Modern ring-spinning machines exhibit very sophisticated engineering developments which circumvent many of these drawbacks, such as automated doffing and link-winding, so that larger packages can be built from spinning bobbins on an attached re-winding machine.
Twist Spinning Methods:
Open-end Spinning Method:
Open-end spinning also referred to as O.E. spinning or break spinning is a process in which the input material to the spinning system is highly drafted, ideally to the individual fibre state. The individual fibres are subsequently collected onto the tail end of a seed yarn (i.e. the open end) that is rotated to twist the fibers into the yarn structure and thereby form a new length of yarn. The spinning is continuous as the input material is continuously fed and fibres are continuously collected onto the open end of a previously spun length. Currently two techniques employ the O.E. method commercially, namely rotor spinning and friction spinning. Both use a rotating roller having angled points projecting from their peripheral surface to remove a small number of individual fibres at a time and transport them to a collecting surface holding the yarn tail.
Rotor Spinning:
The productivity limitation of the ring spinning system was recognized long before the commercial introduction of rotor spinning in 1967. In ring spinning, the twist insertion rate is dependent on the rotational speed of the yarn package. This is so because of the continuity of the fibre flow during spinning. Numerous attempts have been made since before the end of the 19th century, particularly since the 1950s, to introduce a break into the fibre flow so that only the yarn end needs to be rotated to insert twist. Very high twisting speeds can thus be achieved. In addition, by separating twisting from package winding, there will be much more flexibility in the form and size of the yarn package built on the spinning machine. This increases the efficiency of both the spinning machine and of subsequent processes. Rotor spinning was the first such new technology to become commercially successful and it is the second most widely used yarn production method after ring spinning.
Developments in rotor spinning include the use of longer machines. Additionally, there is interest in potentially using rotor technology to produce core yarns and using additional components to create effect yarns.
Advantages of Rotor Spinning:
Friction spinning is an open end spinning technique. Instead of using a rotor, two friction rollers are used to collect the opened-up fibres and twist them into the yarn.
The fibres are fed in sliver form and opened by a carding roller. The opened fibres are blown off the carding roller by an air current and transported to the nip area of two perforated friction drums. The fibres are drawn onto the surfaces of the friction drums by air suction. The two friction drums rotate in the same direction and because of the friction between the fibre strand and the two drum surfaces, twist is inserted into the fibre strand. The yarn is withdrawn in the direction parallel to the friction drum axis and delivered to a package forming unit.
Self-twist Spinning Method:
Often two yarns are twisted together, termed doubling or plying, in order to improve yarn properties, in particular yarn evenness, or to overcome downstream processing difficulties, for example in weaving worsted fabric where the warp yarns are not sized5 and therefore a low yarn hairiness and high abrasion resistance are important. Because of the cost issue of an additional processing stage (i.e. doubling) various techniques have been developed which simulate a two-fold yarn using the ring spinning method.
The self-twist spinning method provides a concept whereby two strands can be twisted and plied in a single-stage process to give a torque-balanced two-fold yarn suitable for knitting. The method is based on the false-twist principle.
Wrap Spinning Methods:
Wrap spinning is a yarn formation process in which a twistless staple fibre strand is wrapped by a continuous binder. The process is carried out on a hollow spindle machine. The hollow spindle was invented by DSO ‘Textil’ in Bulgaria. The first wrap spinning machine was introduced in the 1979 ITMA.
Wrap spinning is highly productive and suitable for a wide range of yarn linear densities.Yarn delivery speeds of up to 300mmin-1 are possible. Because the binder is normally very fine, each binder bobbin can last many hours, enabling the pro-duction of large yarn packages without piecing. Because the staple core is composed of parallel fibres with no twist, the yarn has a high bulk, good cover and very low hairiness. The main limitation of wrap spinning is that it is only suitable for the production of multi component yarns. The binder can be expensive, increasing the yarn cost.
Besides the use of twist to consolidate the drafted ribbon of parallel fibres that constitutes a spun structure, surface fibres protruding from the ribbon or a continuous filament (or filaments) can be made to wrap (or bind) the fibre assembly to form a yarn with usable strength.
Limitations of Wrap Spinning:
Two techniques are used: friction spinning (which is discussed before) and air-jet spinning.
Air-jet Spinning:
Air-jet spinning technology was first introduced by Du Pont in 1963, but it has only been made commercially successful by Murata since 1980. Du Pont used only one jet, which produced a low strength yarn. The Murata system has two opposing air jets, which improves the yarn strength.
Air-jet spinning is used mainly for spinning from short staple fibres, especially cotton and polyester blends.
Advantages:
Numerous techniques have been developed to produce staple yarns without twisting so that the limitations imposed by twisting devices, notably the ring traveler system, can be avoided and production speed can be increased. Because of the unconventional yarn characteristics, these techniques have not gained widespread acceptance commercially, but they do offer an alternative and could be exploited to produce special products economically.
Most of these twistless methods use adhesives to hold the drafted staple fibre strand together. They can produce low linear density yarns at a high speed. The adhesives may later be removed after the fabric is made and the fibres are then bound by the interfibre forces imposed by fabric constraints. This type of yarn has high covering power due to the untwisted yarn structure. However, these processes mostly involve additional chemicals and require high power consumption. The yarns can only be used for fabrics that offer good inter fiber forces.
Filament Wrapping:
Two techniques are used for wrapping a filament around a drafted ribbon of fibres to produce a wrap-spun yarn.
Selfil Spinning:
This process is an adaptation of the Repco system, replacing one of the alternately twisted strands with an alternately twisted filament (or filaments). The filament(s) and strand subsequently ply together, and because the filament is finer than the strand it wraps the strand in an alternating Z- and S-helix.
Hollow-spindle Spinning:
The hollow-spindle process is the more common filament wrapping technique. The essential features of the spinning line are a roller drafting unit, a hollow spindle on which is mounted a pirn of filaments, a pair of take-up rollers and a package build unit. The spindle has an integral pin-type false twister located at its base (some systems have this located at the top).
Fascinated Spinning:
In fascinated spinning long staple sliver without twist introduced into a limited space and subjected to a torque jet operating at right angles to the flow of the sliver thereby imparting a false twist to the sliver. As the sliver exits the torque jet it rapidly untwists, and the outer fibres tend to break away from the sliver and wrap around the inner sliver to give a strong yarn consisting of mostly parallel fibres with some fibres tightly twisted around the outside.
Conclusion:
Modern spinning technology has a number of advantages, over the ring spinning technology, such as, increased spinning speed (2 to 10 times of the ring spinning speed), absence of spinning preparatory machines, like, speed frames, draw frames (in case of very coarse counts), etc., as well as, absence of certain, post spinning operations, like, cheese/ cone winding, etc., which are needed, in case of ring spinning.
Because of the absence of some, preparatory and post spinning operations, as well as high output per machine, Modern spinning (OERS) machines give a substantial, saving in labour cost.
State-of-the- art Modern spinning (OERS) machines are available with a high degree of automation, such as, auto doffing, automatic yarn piecing, automatic sliver can change, automatic yarn evenness control, automatic production and operating data recording, etc, as also, centralized computer control. Indigenous machines have speed up to 80,000 rpm; also, they lack most of automation features and are, by and large, manually controlled.
Modern spinning (OERS) machining give, a better regularity of yarn which has, better stretch characteristics and, therefore, better suited to weaving, on high-speed automated looms.
The limitation, of Modern spinning (OERS)machines, are: high power consumption, at spinning stage; lack of flexibility to take up various fibres/ blends and count ranges, with the same configuration of machines; slightly lower strength of OERS yarns, difficultly in dyeing yarn of dark shades etc.
Ring spinning is, the conventional technology, in vogue, for spinning of yarn from, cotton, wool, spun silk, synthetic fibres and their blends, etc. With the threat from OERS technology, the ring spinning technology has, also advanced, considerably, during the last decade. Spindle speeds have gone upto20, 000 rpm. Automation has been introduced for doffing of full bobbins. The latest development is, the linking of machines with, winding machines, in which, the full bobbins, doffed by the auto-doffer, are directly fed to the cone winding machine, attached at the end of the ring frame. Automatic creeling of roving bobbins and roving feed stop motion, have, also, been introduced. These developments have brought about a considerable degree of advancement in the ring spinning technology. However, these developments could not be a threat to OERS, due to limitation in, increase of speed of Ring Spinning.
The latest addition, to the spinning technology, is the Air jet spinning technology, which was introduced, in the year 1980. The machine spins, cotton, synthetics, and their blends, in the count range of, 10s to 80s. The productivity for fine counts is, about, 15 to 20 times, higher than the ring spinning. The jet spin yarns are more uniform, but weaker in strength, than ring spun yarn, but stronger than the open-end spun yarn. Yarn cleaners are provided at each spinning unit, which give very uniform yarn. Fully automated version of air jet machines is available, with an auto-doffer, for change of full packages and auto-piecer for mending end breaks. The machines can be attached with computerized production information system and package transfer system, for storing the full packages. The jet spun yarn finds, only limited applications, due to harsh feel and is found to be, more suitable, for spinning, synthetic fibres and thier blends with cotton.
When comparing the OERS technology, with other contemporary spinning technologies, the, following, limitations of, OERS machines and Open-End Rotor Spun Yarns, are brought out:
1. Machines cap spin economically, in the count range of, 1.5s to about 40's, only,
2. Lower tensile strenght of yarn, by 15-20%, than ring spun yarns,
3. Higher twist in yarn, by about 10-15%, because of which.there is a limitation in use of OERS yarn, in fabrics, requiring higher absorbancy of water, like, towelling and rough feel of OERS yarn, which results in production of, comparatively, harsher grey fabrics, which require different treatment in finishing,
4. Limitations in use of Open-End Rotor Spun Yarn, for industrial and other such end uses, due to lower tensile strength.
5. Difficulty in dyeing OERS yarn; to dark shades because of their open structure.
6. Higher power consumption at spinning stage vis-a-vis ring spinning.
7. Lack of versatility in handling various count ranges by a given configuration of machines. Rotor diameter and material of construction, require, change, as a result of change in count range and fibre/blend, to be spun.
8. High capital cost of open-end spinning machines, particularly, state of the art machines, imported from general currency areas.
References:
If we want to know anything, firstly we should to know about the history. If we know the history then attraction on those things will increase. In this review we will discuss the history of the yarn spinning and Classification of spinning techniques. Why conventional spinning has converted into modern or advance spinning? In conventional spinning process, production would be very less, higher wastage, unhealthy, environmental inappropriate and overall cost would be high. So, for the demand of time, conventional spinning replaced with modern spinning. We will describe step by step.
An historical account is given of the development of the yarn spinning process, from its initial beginnings as a hand craft, to the mechanisation of the process during the Industrial Revolution, and through into the twentieth century when a wide range of different spinning techniques was developed.
During the 1970s, there appeared to be a myriad of spinning systems, such as twistless spinning, self-twist spinning, fasciated yarns, composite yarns, wrap-spun yarns, pot spinning, continuously felted yarns; and the many possible variants in open-end spinning such as rotor, electrostatic, friction spinning, and vortex spinning (the original “Polish” system). At the same time, there were continued developments in ring spinning, with ventures into rotating ring and traveler systems, individual spindle drives, high draft systems, modified travelers, double roving spinning, and hybrid systems.
The term ‘spinning’ may be defined as the twisting together of fibres to form yarn (or thread, rope, or cable) or Convert natural or man-made fibers (mmf) and filaments into yarns by twisting or other means of binding together the fibers or filaments. This provides a relatively fine continuous length of thread that has properties Suitable for conversion into a fabric form or for use directly for sewing or rope making.
The object of spinning and of the process that precede it is to transform the single fibres into a cohesive and workable continuous length yarn. Basically, in the case of natural fibres, the processing involves opening, blending, carding, combing, drawing and roving to produce the material for the spinning frame. This is followed by the spinning itself.
The spinning processes employed to make fibres or filaments may be generally classed as polymer extrusion methods. Typical extrusion processes are melt-spinning, wet-spinning and dry-spinning; there are also variants of these.
Before presenting an overview of the various staple-fibre spinning processes, it is useful to give a short explanation of the concept ‘staple fibres’. It was explained earlier that an extruded tow of filaments can be cut or broken into discrete lengths to produce staple fibres. Staple-fibre spinning systems, however, were originally developed for converting natural fibres into spun yarns and therefore tows are generally cut to give similar length characteristics, particularly when a yarn blend of natural and mmf is to be spun.
Hand Spinning:
Historically, staple-fibre spinning is an ancient craft. Although the precise date of its origin has yet to be known, there is archaeological evidence of ‘string skirts’dating back around 20,000 years ago, to Paleolithic times. The early skill of spinning a thread from staple fibres, however, is believed to have been in existence at least some 8000 to 10,000 years ago. The weaving of yarns can be dated back to Neolithic times, around 6000 bc, and both skills are said to predate pottery, which can be traced to around 5000 bc. It is likely that one of the earliest fibres to be spun was wool, since sheep existed about 1 million years ago during the early Pleistocene period. The domestication of sheep can be traced back to 9000 bc. in northern Iraq at Zam Chem Shanidar.
An historical account is given of the development of the yarn spinning process, from its initial beginnings as a hand craft, to the mechanisation of the process during the Industrial Revolution, and through into the twentieth century when a wide range of different spinning techniques was developed.
During the 1970s, there appeared to be a myriad of spinning systems, such as twistless spinning, self-twist spinning, fasciated yarns, composite yarns, wrap-spun yarns, pot spinning, continuously felted yarns; and the many possible variants in open-end spinning such as rotor, electrostatic, friction spinning, and vortex spinning (the original “Polish” system). At the same time, there were continued developments in ring spinning, with ventures into rotating ring and traveler systems, individual spindle drives, high draft systems, modified travelers, double roving spinning, and hybrid systems.
The term ‘spinning’ may be defined as the twisting together of fibres to form yarn (or thread, rope, or cable) or Convert natural or man-made fibers (mmf) and filaments into yarns by twisting or other means of binding together the fibers or filaments. This provides a relatively fine continuous length of thread that has properties Suitable for conversion into a fabric form or for use directly for sewing or rope making.
The object of spinning and of the process that precede it is to transform the single fibres into a cohesive and workable continuous length yarn. Basically, in the case of natural fibres, the processing involves opening, blending, carding, combing, drawing and roving to produce the material for the spinning frame. This is followed by the spinning itself.
The spinning processes employed to make fibres or filaments may be generally classed as polymer extrusion methods. Typical extrusion processes are melt-spinning, wet-spinning and dry-spinning; there are also variants of these.
Before presenting an overview of the various staple-fibre spinning processes, it is useful to give a short explanation of the concept ‘staple fibres’. It was explained earlier that an extruded tow of filaments can be cut or broken into discrete lengths to produce staple fibres. Staple-fibre spinning systems, however, were originally developed for converting natural fibres into spun yarns and therefore tows are generally cut to give similar length characteristics, particularly when a yarn blend of natural and mmf is to be spun.
Hand Spinning:
Historically, staple-fibre spinning is an ancient craft. Although the precise date of its origin has yet to be known, there is archaeological evidence of ‘string skirts’dating back around 20,000 years ago, to Paleolithic times. The early skill of spinning a thread from staple fibres, however, is believed to have been in existence at least some 8000 to 10,000 years ago. The weaving of yarns can be dated back to Neolithic times, around 6000 bc, and both skills are said to predate pottery, which can be traced to around 5000 bc. It is likely that one of the earliest fibres to be spun was wool, since sheep existed about 1 million years ago during the early Pleistocene period. The domestication of sheep can be traced back to 9000 bc. in northern Iraq at Zam Chem Shanidar.
 |
| Hand spinning |
It is also possible that the first stage of the twisting process was more easily achieved by rolling the attenuated length between the outside of the spinner’s thigh and the palm of the hand used to insert the twist.
Along with the development of the twisting device an improvement in the handling of the fibre mass during the stretching out for twisting was needed.
The Spinning Wheel:
Although a precise date has yet to be determined, it is believed that it was within the geographical region of either India, China or Persia (now Iran) linked to the Eastern wool, cotton and silk trade, during the period 500–1000 ad, that the spinning wheel was invented. With this system the spindle is switched from vertical rotation and secured to rotate in the horizontal position. The whorl is replaced by a pulley wheel, which effectively is a thick whorl with a groove cut into its peripheral surface.
 |
| Spinning wheel |
The use of the spinning wheel for the two-stage yarn production process spread throughout Europe and was the method widely employed for producing cotton yarns and yarns from short wools up until 1764, when the demand for increased yarn production led to the invention of the ‘spinning jenny’ by James Hargreaves, a British weaver from the town of Blackburn in northern England. It is interesting that it was a weaver who effectively moved the spinning process towards an industrial scale. At the time, the growing demand for spun yarns was a result of another weaver’s invention – John Kay’s ‘flying shuttle’. This greatly increased the rate of woven cloth production on the handloom.
 |
| Spinning jenny |
The spinning of long fibers, including flax and hemp, was somewhat more cumbersome on the simple spinning wheel, largely because long fibres are usually much coarser and therefore the yarns spun with them are also much coarser. Consequently, not only would drafting with one hand while turning the large wheel with the other be more difficult, but the amount of yarn that could be would onto the spindle would be much smaller. The development which overcame these disadvantages, and also led to the concept of a continuous spinning process, was called the long-fibre wheel or the Saxon wheel. Although Leonardo da Vinci is said to have first depicted the concept on paper, it is Johan Jurgen, a wood-carver from Brunswick, who is claimed to have invented the system in 1530, after da Vinci’s death in 1519. With this system a foot treadle was used to rotate the large wheel so that both hands could be used for drafting while twisting and twisting and winding occurred as combined actions. Hence spinning could become continuous if the prepared fibre could be continuously attached to the yarn length being formed by twisting. The development of this latter requirement came later, so let us first consider the mechanism of combined twisting and winding on the Saxon wheel.
 |
| Saxon wheel |
The first device for replacing the manual skill of hand drafting is attributable to Lewis Paul who obtained a patent in 1738 for the mechanism of roller drafting. Coupling the idea of roller drafting with the flyer and spindle combination, in 1769, five years after Hargreaves’ spinning jenny, Richard Arkwright developed the first technically powered spinning machine, called the water frame. It was initially meant to be man-powered and was then called the spinning frame, but being too large to operate by hand the use of horses was experimented with and subsequently discarded for the power of the water wheel. The two important advancements that the water frame contributed to spinning development were the application of roller drafting and a modification to the winding of yarns by a flyer-spindle device.
Crompton’s Spinning Mule:
Following the development of the water frame, Samuel Crompton in 1779 invented the spinning mule, so called because it was a combination of the spinning jenny and the water frame. The principle of the spindle-drafting action was retained from the spinning jenny but the positions of the roving feed and rotating spindles were interchanged. Spindle-drafting was now obtained by the movement of the carriage housing the rotating spindles. The roving packages were mounted onto a creel and the rovings fed by rollers into the drafting zone, and the machine was powered by the mechanical means of the day.
 |
| Spinning mule |
Ring Spinning:
Ring spinning is currently the most widely used yarn production method. Initially developed in America in the 1830s, its popularity has survived the emergence of much faster spinning technologies. In addition to the superior yarn quality, ring spinning is extremely versatile. It is capable of producing yarns with wide ranges of linear density and twist from a great variety of fibre materials. It is also used for doubling and twisting multifold and cabled yarns.
 |
| Ring spinning |
- The introduction of longer frames reduced the relative costs of automatic doffing.
- The combination of spinning frame and winding (link winders) further enhanced the adoption of automation.
- The introduction of automatic doffing meant that doffing time was reduced and thus package (and ring) size was less critical.
- The introduction of splicing on the winder meant that yarn joins became less obtrusive — again offering the potential of smaller package.
- Smaller rings meant that for a limiting traveler velocity (40 meters per second [m/s]), higher rotational speeds (and hence twisting rates) could be achieved.
Modern Spinning Methods and Developments:
Although ring spinning has the advantage over earlier systems of higher production speeds and consequently reduced labour costs, the largest size of yarn package that could be built was limited by the ring size. Further the ring size limited also the traveller speed and thereby the spindle speed. This is because the frictional drag of the ring on the traveller can generate a high temperature at the ring–traveller interface; such temperatures can be reached where the traveller locally melts and central forces eject it from the ring. A significant amount of research and development (R&D) has been invested in improving the design of the ring–traveller combination and in the materials and surface coating that can be used to improve heat dissipation of the traveller and increased traveller speed.4 However, the general consensus is that traveller speeds are limited to 40 m min–1 and therefore spindle speeds and production speeds are restricted.
The limitation of the package size while operating at the highest possible spindle speed brought with it increased labor cost for doffing and unwanted machine down-time during doffing. Modern ring-spinning machines exhibit very sophisticated engineering developments which circumvent many of these drawbacks, such as automated doffing and link-winding, so that larger packages can be built from spinning bobbins on an attached re-winding machine.
Twist Spinning Methods:
Open-end Spinning Method:
Open-end spinning also referred to as O.E. spinning or break spinning is a process in which the input material to the spinning system is highly drafted, ideally to the individual fibre state. The individual fibres are subsequently collected onto the tail end of a seed yarn (i.e. the open end) that is rotated to twist the fibers into the yarn structure and thereby form a new length of yarn. The spinning is continuous as the input material is continuously fed and fibres are continuously collected onto the open end of a previously spun length. Currently two techniques employ the O.E. method commercially, namely rotor spinning and friction spinning. Both use a rotating roller having angled points projecting from their peripheral surface to remove a small number of individual fibres at a time and transport them to a collecting surface holding the yarn tail.
 |
| Open end spinning |
The productivity limitation of the ring spinning system was recognized long before the commercial introduction of rotor spinning in 1967. In ring spinning, the twist insertion rate is dependent on the rotational speed of the yarn package. This is so because of the continuity of the fibre flow during spinning. Numerous attempts have been made since before the end of the 19th century, particularly since the 1950s, to introduce a break into the fibre flow so that only the yarn end needs to be rotated to insert twist. Very high twisting speeds can thus be achieved. In addition, by separating twisting from package winding, there will be much more flexibility in the form and size of the yarn package built on the spinning machine. This increases the efficiency of both the spinning machine and of subsequent processes. Rotor spinning was the first such new technology to become commercially successful and it is the second most widely used yarn production method after ring spinning.
Developments in rotor spinning include the use of longer machines. Additionally, there is interest in potentially using rotor technology to produce core yarns and using additional components to create effect yarns.
Advantages of Rotor Spinning:
- Lower labor cost
- Less power consumption
- Larger the package size
- Cheaper raw material
- Less floor space
- Easy handling
- Elimination of roving, so no need speedframe machine
- Higher productivity, as higher speed
- Wide range of count cannot be spun
- More bulky yarn
- Higher twist factor
- Very finer count cannot be spun
Friction spinning is an open end spinning technique. Instead of using a rotor, two friction rollers are used to collect the opened-up fibres and twist them into the yarn.
 |
| Friction spinning |
Self-twist Spinning Method:
Often two yarns are twisted together, termed doubling or plying, in order to improve yarn properties, in particular yarn evenness, or to overcome downstream processing difficulties, for example in weaving worsted fabric where the warp yarns are not sized5 and therefore a low yarn hairiness and high abrasion resistance are important. Because of the cost issue of an additional processing stage (i.e. doubling) various techniques have been developed which simulate a two-fold yarn using the ring spinning method.
The self-twist spinning method provides a concept whereby two strands can be twisted and plied in a single-stage process to give a torque-balanced two-fold yarn suitable for knitting. The method is based on the false-twist principle.
Wrap Spinning Methods:
Wrap spinning is a yarn formation process in which a twistless staple fibre strand is wrapped by a continuous binder. The process is carried out on a hollow spindle machine. The hollow spindle was invented by DSO ‘Textil’ in Bulgaria. The first wrap spinning machine was introduced in the 1979 ITMA.
Wrap spinning is highly productive and suitable for a wide range of yarn linear densities.Yarn delivery speeds of up to 300mmin-1 are possible. Because the binder is normally very fine, each binder bobbin can last many hours, enabling the pro-duction of large yarn packages without piecing. Because the staple core is composed of parallel fibres with no twist, the yarn has a high bulk, good cover and very low hairiness. The main limitation of wrap spinning is that it is only suitable for the production of multi component yarns. The binder can be expensive, increasing the yarn cost.
Besides the use of twist to consolidate the drafted ribbon of parallel fibres that constitutes a spun structure, surface fibres protruding from the ribbon or a continuous filament (or filaments) can be made to wrap (or bind) the fibre assembly to form a yarn with usable strength.
Limitations of Wrap Spinning:
- Only use for short staple fibres
- Using a binder is a cost factor
- Yarn has no self strength
Two techniques are used: friction spinning (which is discussed before) and air-jet spinning.
Air-jet Spinning:
Air-jet spinning technology was first introduced by Du Pont in 1963, but it has only been made commercially successful by Murata since 1980. Du Pont used only one jet, which produced a low strength yarn. The Murata system has two opposing air jets, which improves the yarn strength.
 |
| Air jet spinning |
Advantages:
- Strength of yarn is higher
- Bending modulus more
- 100% cotton cannot be spun
- Variation of C.V. of C.S.P. yarn is more
- Very short staple fibre cannot be spun
Numerous techniques have been developed to produce staple yarns without twisting so that the limitations imposed by twisting devices, notably the ring traveler system, can be avoided and production speed can be increased. Because of the unconventional yarn characteristics, these techniques have not gained widespread acceptance commercially, but they do offer an alternative and could be exploited to produce special products economically.
Most of these twistless methods use adhesives to hold the drafted staple fibre strand together. They can produce low linear density yarns at a high speed. The adhesives may later be removed after the fabric is made and the fibres are then bound by the interfibre forces imposed by fabric constraints. This type of yarn has high covering power due to the untwisted yarn structure. However, these processes mostly involve additional chemicals and require high power consumption. The yarns can only be used for fabrics that offer good inter fiber forces.
Filament Wrapping:
Two techniques are used for wrapping a filament around a drafted ribbon of fibres to produce a wrap-spun yarn.
Selfil Spinning:
This process is an adaptation of the Repco system, replacing one of the alternately twisted strands with an alternately twisted filament (or filaments). The filament(s) and strand subsequently ply together, and because the filament is finer than the strand it wraps the strand in an alternating Z- and S-helix.
Hollow-spindle Spinning:
The hollow-spindle process is the more common filament wrapping technique. The essential features of the spinning line are a roller drafting unit, a hollow spindle on which is mounted a pirn of filaments, a pair of take-up rollers and a package build unit. The spindle has an integral pin-type false twister located at its base (some systems have this located at the top).
 |
| hollow-spindle process |
In fascinated spinning long staple sliver without twist introduced into a limited space and subjected to a torque jet operating at right angles to the flow of the sliver thereby imparting a false twist to the sliver. As the sliver exits the torque jet it rapidly untwists, and the outer fibres tend to break away from the sliver and wrap around the inner sliver to give a strong yarn consisting of mostly parallel fibres with some fibres tightly twisted around the outside.
Conclusion:
Modern spinning technology has a number of advantages, over the ring spinning technology, such as, increased spinning speed (2 to 10 times of the ring spinning speed), absence of spinning preparatory machines, like, speed frames, draw frames (in case of very coarse counts), etc., as well as, absence of certain, post spinning operations, like, cheese/ cone winding, etc., which are needed, in case of ring spinning.
Because of the absence of some, preparatory and post spinning operations, as well as high output per machine, Modern spinning (OERS) machines give a substantial, saving in labour cost.
State-of-the- art Modern spinning (OERS) machines are available with a high degree of automation, such as, auto doffing, automatic yarn piecing, automatic sliver can change, automatic yarn evenness control, automatic production and operating data recording, etc, as also, centralized computer control. Indigenous machines have speed up to 80,000 rpm; also, they lack most of automation features and are, by and large, manually controlled.
Modern spinning (OERS) machining give, a better regularity of yarn which has, better stretch characteristics and, therefore, better suited to weaving, on high-speed automated looms.
The limitation, of Modern spinning (OERS)machines, are: high power consumption, at spinning stage; lack of flexibility to take up various fibres/ blends and count ranges, with the same configuration of machines; slightly lower strength of OERS yarns, difficultly in dyeing yarn of dark shades etc.
Ring spinning is, the conventional technology, in vogue, for spinning of yarn from, cotton, wool, spun silk, synthetic fibres and their blends, etc. With the threat from OERS technology, the ring spinning technology has, also advanced, considerably, during the last decade. Spindle speeds have gone upto20, 000 rpm. Automation has been introduced for doffing of full bobbins. The latest development is, the linking of machines with, winding machines, in which, the full bobbins, doffed by the auto-doffer, are directly fed to the cone winding machine, attached at the end of the ring frame. Automatic creeling of roving bobbins and roving feed stop motion, have, also, been introduced. These developments have brought about a considerable degree of advancement in the ring spinning technology. However, these developments could not be a threat to OERS, due to limitation in, increase of speed of Ring Spinning.
The latest addition, to the spinning technology, is the Air jet spinning technology, which was introduced, in the year 1980. The machine spins, cotton, synthetics, and their blends, in the count range of, 10s to 80s. The productivity for fine counts is, about, 15 to 20 times, higher than the ring spinning. The jet spin yarns are more uniform, but weaker in strength, than ring spun yarn, but stronger than the open-end spun yarn. Yarn cleaners are provided at each spinning unit, which give very uniform yarn. Fully automated version of air jet machines is available, with an auto-doffer, for change of full packages and auto-piecer for mending end breaks. The machines can be attached with computerized production information system and package transfer system, for storing the full packages. The jet spun yarn finds, only limited applications, due to harsh feel and is found to be, more suitable, for spinning, synthetic fibres and thier blends with cotton.
When comparing the OERS technology, with other contemporary spinning technologies, the, following, limitations of, OERS machines and Open-End Rotor Spun Yarns, are brought out:
1. Machines cap spin economically, in the count range of, 1.5s to about 40's, only,
2. Lower tensile strenght of yarn, by 15-20%, than ring spun yarns,
3. Higher twist in yarn, by about 10-15%, because of which.there is a limitation in use of OERS yarn, in fabrics, requiring higher absorbancy of water, like, towelling and rough feel of OERS yarn, which results in production of, comparatively, harsher grey fabrics, which require different treatment in finishing,
4. Limitations in use of Open-End Rotor Spun Yarn, for industrial and other such end uses, due to lower tensile strength.
5. Difficulty in dyeing OERS yarn; to dark shades because of their open structure.
6. Higher power consumption at spinning stage vis-a-vis ring spinning.
7. Lack of versatility in handling various count ranges by a given configuration of machines. Rotor diameter and material of construction, require, change, as a result of change in count range and fibre/blend, to be spun.
8. High capital cost of open-end spinning machines, particularly, state of the art machines, imported from general currency areas.
References:
- Advances in yarn spinning technology, Edited by C. A. Lawrence
- Handbook of technical textiles Edited by A. R. Horrocks and S. C. Anand
- Developments In Spinning, By William Oxenham, Ph.D.
Md. Jasimuddin Mandal
Govt. College of Engineering and Textile Technology, Serampore, India. (Under West Bengal University of Technology)
Govt. College of Engineering and Textile Technology, Serampore, India. (Under West Bengal University of Technology)
merci pour l'effort!
RépondreSupprimer(y)
Supprimer